
2025-08-14 05:42
Current location:Home > galvanized steel iron manufacturers >
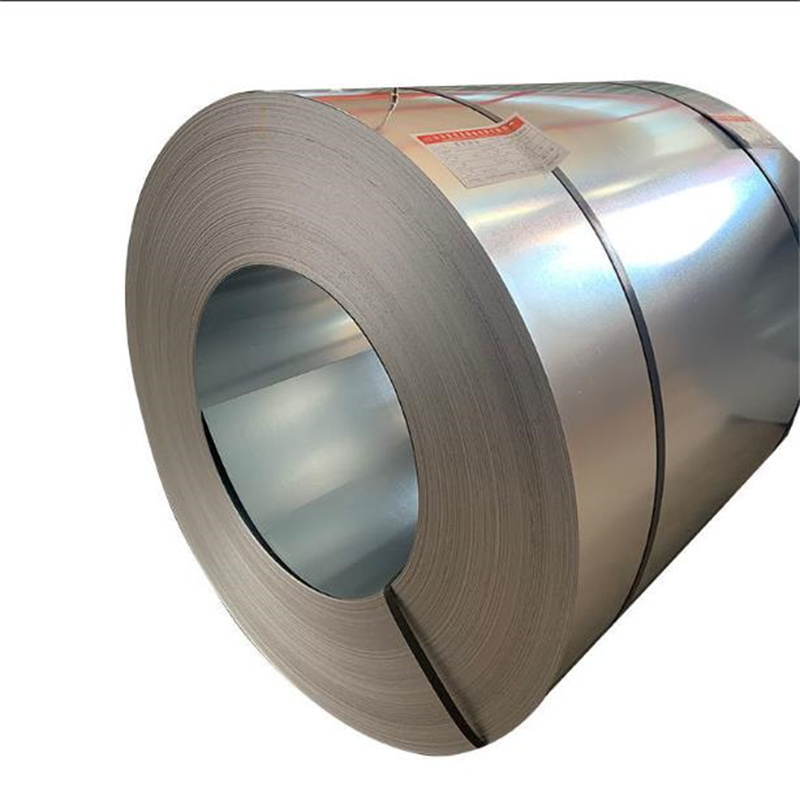
galvanized steel iron manufacturers
1. Preservation of Food Quality One of the key advantages of tin cans is their ability to preserve food quality over extended periods. The airtight seal of a tin can prevents exposure to light, oxygen, and moisture, which can lead to spoilage. This is particularly important for perishable items such as fruits, vegetables, and meats, as it allows consumers to enjoy them long after their harvest.
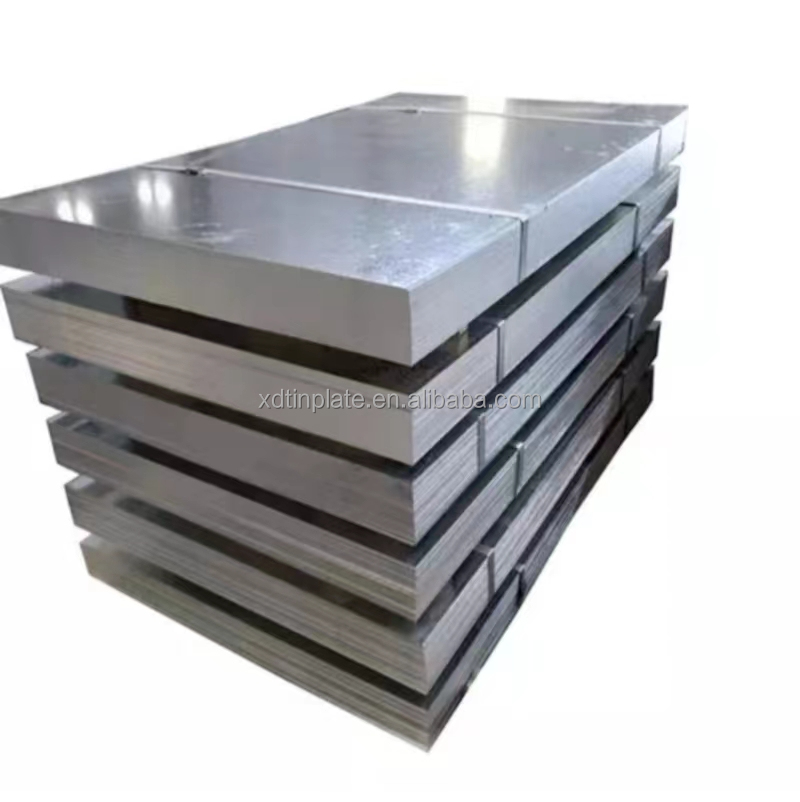
tin cans for food storage manufacturers
...

2025-08-14 05:20

2025-08-14 05:12


2. Sustainability With an increasing number of consumers prioritizing sustainable products, tin cans present an eco-friendly packaging solution. They are recyclable and often made from recycled materials, aligning with changing consumer values. Suppliers who focus on sustainable practices can build a positive brand image and appeal to environmentally conscious buyers.
popcorn in tin can suppliers
...

2025-08-14 04:52

2025-08-14 04:50

2025-08-14 04:21


Latest articles


Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
Wet parts in a pump, including the impeller, casing, and liners, are continuously exposed to the fluid being pumped, making them prone to wear. Monitoring the condition of these wet parts is crucial for maintaining pump performance. Regular checks and the use of wear indicators can help you determine when a pump wet end replacement is necessary. By establishing a monitoring routine and setting clear wear thresholds, you can replace these components before they fail, thus avoiding unscheduled downtime and extending the overall lifespan of the pump.
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
